Select qualified steel, verify material and size, complete raw material preparation and registration.
Quenching+high-temperature tempering to enhance strength and toughness, ensuring comprehensive performance of the screw.
The lathe is initially formed, removing most of the excess and quickly forming the basic shape.
Stabilize dimensions, eliminate internal stress, and prevent deformation in subsequent processes.
High precision machining of screw shape and edges to meet the dimensional requirements of the drawing.
Spray wear-resistant alloy on the surface of the spiral edge to enhance wear resistance and service life.
Preliminary grinding of the surface, removal of burrs, and improvement of flatness.
Surface nitriding strengthening improves hardness, wear resistance, and corrosion resistance.
High precision grinding to achieve final dimensions, smoothness, and coaxiality.
Fully tested for size, appearance, hardness, and performance, and qualified for storage.







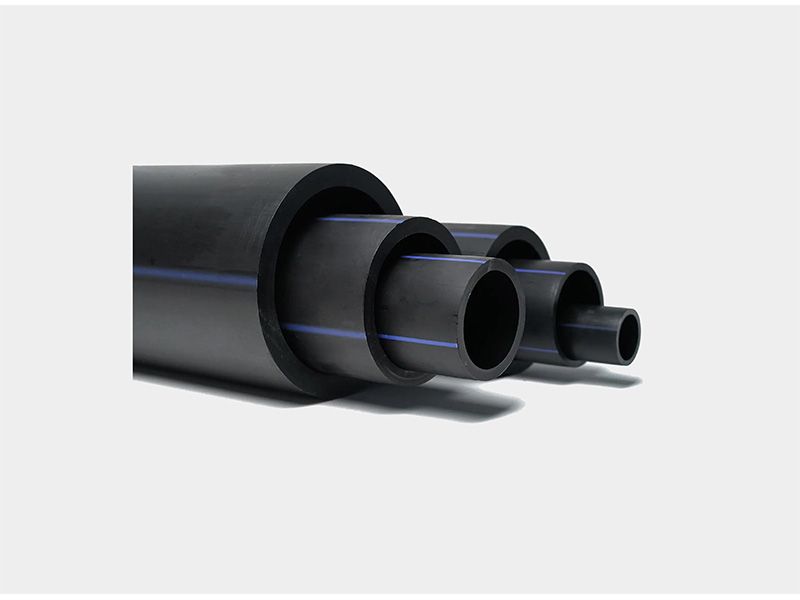
Select high-quality alloy steel pipe, check material certificates and cut to the required length.
Perform preliminary inner hole drilling and rough machining to form the basic inner contour.
Overall heat treatment to improve mechanical properties, hardness and structural stability of the barrel.
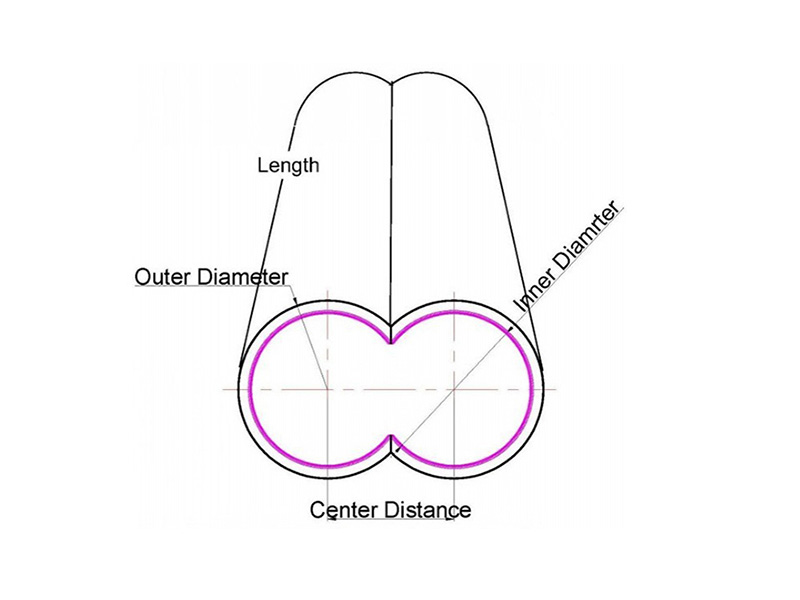
Adopt centrifugal casting technology to cast wear-resistant bimetal alloy layer on the inner hole.
High-precision machining of outer diameter, inner hole and installation size to meet drawing requirements.
Surface nitriding treatment to improve surface hardness, wear resistance and service life.
High-precision grinding of inner hole and surface to achieve final size, roundness and finish.
Comprehensive testing including dimensional accuracy, hardness, alloy layer and appearance inspection.

+86 15267878906

1306 W building , NB-IoT Industrial Park, No. 199 Changxing Road, Jiangbei, Ningbo.