Customizing extruder screws and barrels is the pivotal step in boosting production efficiency, prolonging equipment life, and guaranteeing product quality. A PIPLL tailor-made screw and barrel system can significantly cut energy consumption, reduce scrap rates, and extend replacement cycles. Below is the complete PIPLL customization process and core essentials.
A structured 5-step workflow from requirement analysis to final commissioning
Share your detailed equipment and production parameters with the PIPLL team.
2.PIPLL engineers translate your needs into a fully engineered design proposal.
Receive a transparent quotation clarifying materials, PIPLL’s precision manufacturing processes, delivery, and warranty terms.
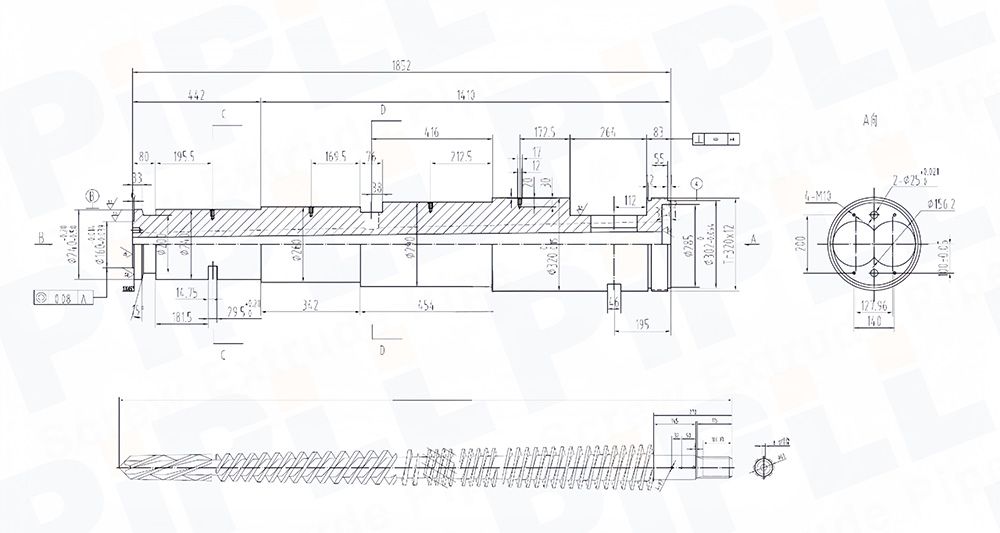
All components are machined strictly to PIPLL’s approved drawings and undergo rigorous precision testing.
PIPLL provides on-site installation and comprehensive guidance on operation and maintenance.
Download and fill out the forms below to speed up your quotation process
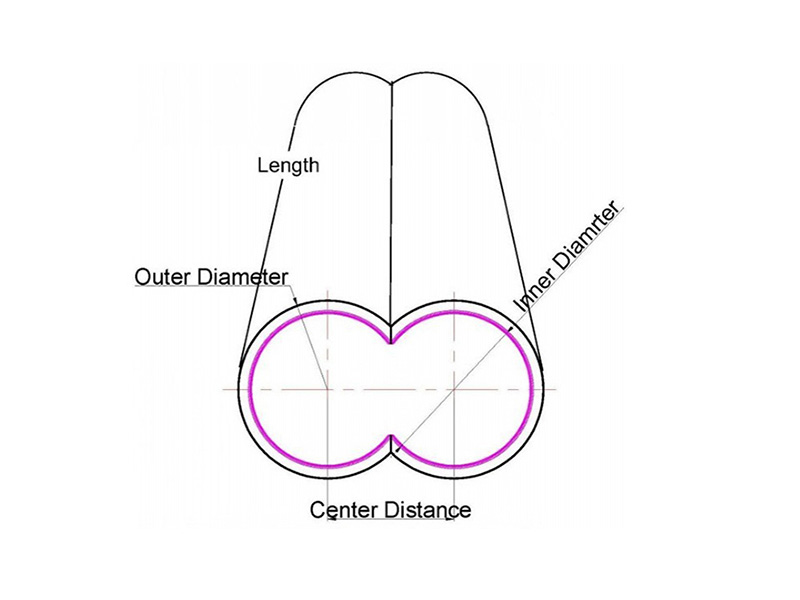
Provide these details to ensure a perfectly matched custom solution
Matched precisely to your working conditions and application requirements
| Material Type | Treatment Process | Surface Hardness | Applicable Working Conditions | Service Life |
|---|---|---|---|---|
| Nitrided Steel (38CrMoAlA) | Gas Nitriding | HV 900-1100 | Ordinary unfilled and non-corrosive materials (PE, PP, PS) | 1-2 years |
| Bimetallic Screw | PTA Surfacing / HVOF Tungsten Carbide | HRC 60-65 | Glass fiber reinforced and mineral filled engineering plastics | 3-5 years |
| Bimetallic Barrel | Centrifugal Casting of High Chromium Alloy | HRC 58-62 | Highly filled and highly abrasive materials | 3-5 years |
| Stainless Steel (316L) | Integral Quenching + Electropolishing | Approx. HRC 55 | Food and pharmaceutical grade products, weakly corrosive materials | 2-3 years |
| Hastelloy C276 | Integral Machining | HRC 40-45 | Highly corrosive materials (fluoroplastics, chlorine-containing plastics) | 3-4 years |
| Fully Hardened Powder Alloy | Integral Sintering | Above HRC 65 | High temperature, high abrasion, high corrosion (PEEK, LCP) | 5-8 years |
Critical Notes:
• For materials containing over 30% glass fiber, bimetallic screws and barrels are mandatory.
• For rigid PVC processing, corrosion-resistant materials or chrome-plated surfaces are required.
Standard configurations for common extrusion applications
| Application Scenario | Material Selection | L/D Ratio | Compression Ratio | Screw Type |
|---|---|---|---|---|
| HDPE Pipe Extrusion | Nitrided Steel (38CrMoAlA) | 28:1 | 3.2:1 | Separation Type |
| PVC Pipe Extrusion | Nitrided Steel + Chrome Plating | 22:1 | 2.3:1 | Gradual Change Type |
| Glass Fiber Reinforced PA Pelletizing | Bimetallic (Tungsten Carbide) | 36:1 | 3.0:1 | Barrier Type + Mixing Section |
| PLA Biodegradable Material | Nitrided Steel + Mirror Polishing | 30:1 | 2.8:1 | Vented Type |
| PEEK High-Temperature Engineering Plastic | Fully Hardened Powder Alloy | 40:1 | 3.5:1 | Separation Type + Multi-stage Mixing |
Contact PIPLL today to discuss your specific screw and barrel requirements. Our engineering team will provide a fast quotation and professional technical consultation tailored to your application.

+86 15267878906

1306 W building , NB-IoT Industrial Park, No. 199 Changxing Road, Jiangbei, Ningbo.